FAT (Factory Acceptance Test) và SAT (Site Acceptance Test): khác nhau như thế nào?
Trong các dự án thiết bị phòng sạch và sản xuất dược phẩm, FAT (Factory Acceptance Test - kiểm tra chấp nhận tại nhà máy) và SAT (Site Acceptance Test - kiểm tra chấp nhận tại hiện trường) đóng vai trò then chốt trong việc đảm bảo thiết bị đáp ứng đúng yêu cầu kỹ thuật trước và sau khi lắp đặt.
- 1. Tổng quan về quy trình nghiệm thu thiết bị trong GMP
- 2. FAT (Factory Acceptance Test) là gì?
- 3. SAT (Site Acceptance Test) là gì?
- 4. So sánh FAT và SAT
- 5. Quy trình thực hiện FAT chuẩn GMP
- 6. Quy trình thực hiện SAT tại nhà máy
- 7. Vai trò của FAT & SAT trong tuân thủ GMP
- 8. Sai lầm phổ biến khi thực hiện FAT và SAT
- 9. FAQ - Câu hỏi thường gặp
- 10. Kết luận
Đây không chỉ là bước kiểm tra hình thức mà là quá trình xác nhận toàn diện từ thiết kế, chế tạo đến vận hành thực tế. Tuy nhiên, trên thực tế, nhiều doanh nghiệp vẫn nhầm lẫn giữa FAT và SAT hoặc xem nhẹ hai bước này, dẫn đến việc phát hiện lỗi quá muộn, phát sinh chi phí sửa chữa lớn, chậm tiến độ dự án và thậm chí không đáp ứng yêu cầu GMP trong quá trình audit. Cùng VCR hiểu đúng bản chất và triển khai bài bản FAT/SAT là điều kiện tiên quyết để đảm bảo thiết bị vận hành ổn định, tuân thủ tiêu chuẩn và tối ưu hiệu quả đầu tư qua bài viết này.
1. Tổng quan về quy trình nghiệm thu thiết bị trong GMP
Trong ngành dược phẩm, nghiệm thu thiết bị không chỉ là một bước kiểm tra kỹ thuật mà là một phần cốt lõi trong vòng đời của thiết bị, gắn chặt với hệ thống tuân thủ GMP. Một thiết bị dù được thiết kế tốt đến đâu nhưng nếu không được nghiệm thu đúng quy trình thì vẫn tiềm ẩn rủi ro lớn trong vận hành, chất lượng sản phẩm và khả năng vượt qua audit.
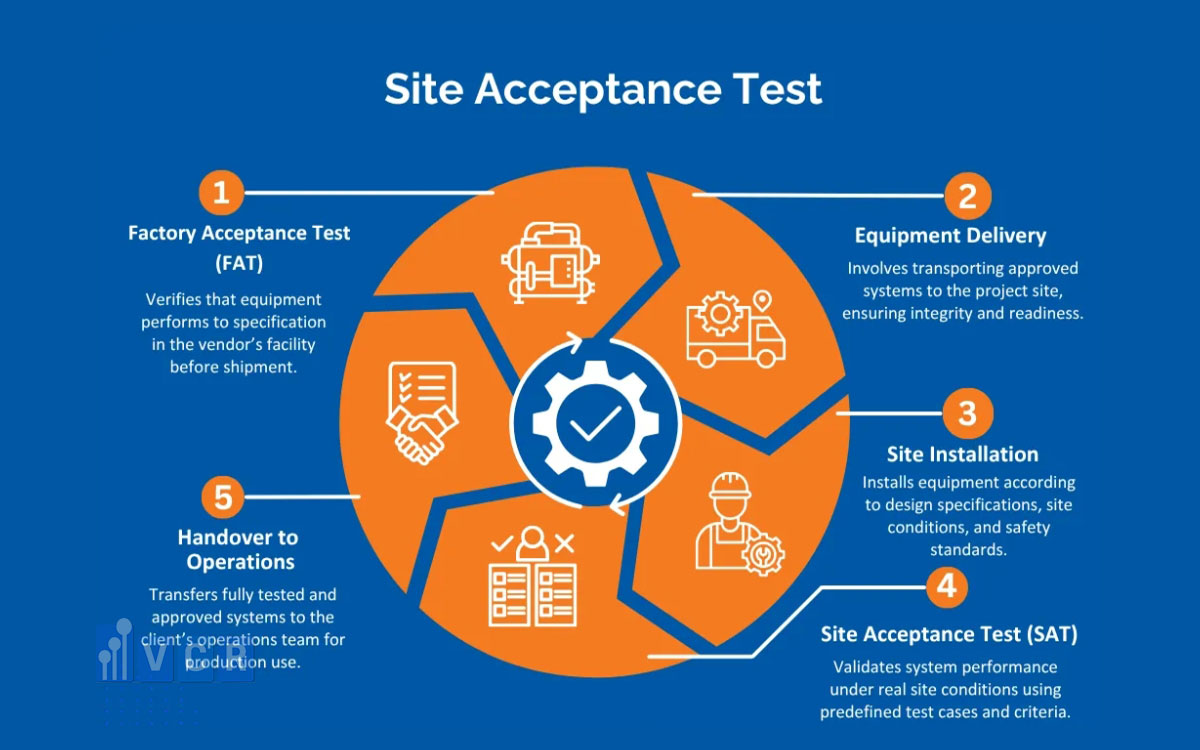
Về tổng thể, vòng đời thiết bị trong GMP bắt đầu từ URS (User Requirement Specification - yêu cầu người dùng), nơi xác định toàn bộ yêu cầu kỹ thuật, vận hành và tuân thủ. Đây là nền tảng để nhà sản xuất thiết kế thiết bị phù hợp. Tiếp theo là DQ (Design Qualification - thẩm định thiết kế), nhằm xác nhận rằng thiết kế đáp ứng URS. Sau khi thiết bị được chế tạo, các bước nghiệm thu và thẩm định tiếp theo bao gồm FAT, SAT, IQ (Installation Qualification - thẩm định lắp đặt), OQ (Operational Qualification - thẩm định vận hành) và PQ (Performance Qualification - thẩm định hiệu suất).
Xem thêm: Thẩm định IQ/OQ/PQ
Trong chu trình validation (thẩm định), FAT và SAT đóng vai trò cầu nối giữa thiết kế và vận hành thực tế. FAT được thực hiện tại nhà máy của nhà sản xuất trước khi giao hàng, nhằm kiểm tra xem thiết bị có đáp ứng đúng thiết kế và URS hay không. SAT được thực hiện tại nhà máy của khách hàng sau khi lắp đặt, nhằm xác nhận thiết bị hoạt động đúng trong điều kiện thực tế và tích hợp với các hệ thống khác như HVAC, điện và điều khiển.
Việc thực hiện đầy đủ FAT và SAT là yêu cầu gần như bắt buộc trong các dự án dược phẩm, đặc biệt với các thiết bị quan trọng như hệ thống HVAC, Isolator, LAF hoặc các dây chuyền sản xuất. Lý do là vì mỗi giai đoạn kiểm tra sẽ phát hiện những loại lỗi khác nhau. FAT giúp phát hiện lỗi thiết kế, lỗi chế tạo hoặc sai lệch so với URS ngay tại nguồn. SAT giúp phát hiện các vấn đề liên quan đến lắp đặt, kết nối hệ thống và điều kiện vận hành thực tế - những yếu tố không thể kiểm tra đầy đủ tại nhà máy sản xuất.
Nếu bỏ qua hoặc thực hiện sơ sài FAT/SAT, doanh nghiệp có thể đối mặt với nhiều rủi ro nghiêm trọng. Lỗi kỹ thuật có thể chỉ được phát hiện sau khi thiết bị đã lắp đặt, dẫn đến chi phí sửa chữa cao, thậm chí phải tháo dỡ và vận chuyển lại. Ngoài ra, các lỗi tích hợp hệ thống có thể làm chậm tiến độ vận hành và thẩm định, ảnh hưởng trực tiếp đến kế hoạch sản xuất. Quan trọng hơn, thiếu hồ sơ FAT/SAT đầy đủ có thể trở thành điểm yếu lớn trong audit GMP, vì auditor luôn yêu cầu bằng chứng rằng thiết bị đã được kiểm tra và xác nhận theo quy trình.
Các tiêu chuẩn quốc tế đều nhấn mạnh vai trò của nghiệm thu thiết bị. EU GMP yêu cầu thiết bị phải được thiết kế, lắp đặt và vận hành phù hợp với mục đích sử dụng, đồng thời có đầy đủ bằng chứng thẩm định. WHO GMP cũng đưa ra các nguyên tắc tương tự, đặc biệt trong việc đảm bảo thiết bị không gây ảnh hưởng đến chất lượng sản phẩm. Trong khi đó, GAMP 5 (Good Automated Manufacturing Practice - thực hành sản xuất tự động tốt) cung cấp hướng dẫn chi tiết về cách tiếp cận theo vòng đời, trong đó FAT và SAT là các bước quan trọng để đảm bảo tính phù hợp và khả năng kiểm soát của hệ thống.
Trong thực tế triển khai, các đơn vị có kinh nghiệm như VCR thường tham gia từ giai đoạn URS đến FAT và SAT, nhằm đảm bảo tính liên kết xuyên suốt giữa yêu cầu, thiết kế và nghiệm thu. Cách tiếp cận này giúp giảm thiểu sai lệch, tối ưu chi phí và đảm bảo hệ thống thiết bị đáp ứng đầy đủ yêu cầu GMP ngay từ đầu, thay vì phải sửa chữa và điều chỉnh sau khi đã đi vào vận hành.
2. FAT (Factory Acceptance Test) là gì?
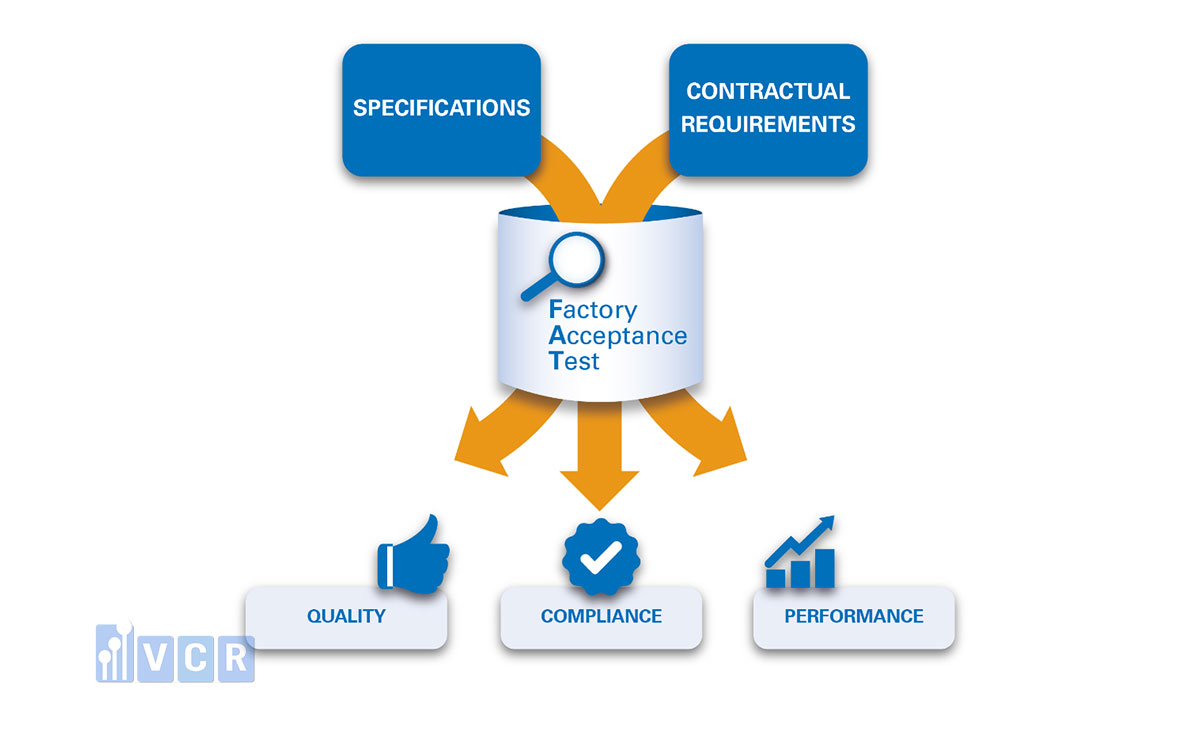
FAT - Factory Acceptance Test (kiểm tra chấp nhận tại nhà máy sản xuất) là bước nghiệm thu quan trọng được thực hiện tại cơ sở của nhà sản xuất trước khi thiết bị được giao đến nhà máy của khách hàng. Đây là giai đoạn kiểm tra toàn diện nhằm xác nhận rằng thiết bị đã được chế tạo đúng theo URS (User Requirement Specification - yêu cầu người dùng), đồng thời phát hiện và xử lý các sai lệch ngay từ nguồn, trước khi phát sinh chi phí vận chuyển và lắp đặt.
Mục tiêu chính của FAT gồm hai yếu tố cốt lõi. Thứ nhất là xác nhận thiết bị đáp ứng đầy đủ yêu cầu kỹ thuật, chức năng và vận hành đã được định nghĩa trong URS. Thứ hai là kiểm tra thiết bị trong điều kiện mô phỏng vận hành để đảm bảo không có lỗi nghiêm trọng trước khi xuất xưởng. Điều này giúp giảm đáng kể rủi ro khi thiết bị được đưa đến hiện trường, nơi việc sửa chữa sẽ tốn kém và phức tạp hơn nhiều.
Nội dung kiểm tra trong FAT thường bao gồm ba nhóm chính. Mechanical check (kiểm tra cơ khí) tập trung vào cấu trúc thiết bị như khung, vỏ, mối hàn, bề mặt hoàn thiện, vật liệu sử dụng và độ chính xác lắp ráp. Đây là bước quan trọng để đảm bảo thiết bị phù hợp với yêu cầu GMP, đặc biệt trong các thiết bị phòng sạch nơi bề mặt phải dễ vệ sinh và không phát sinh bụi. Electrical check (kiểm tra điện) bao gồm kiểm tra hệ thống cấp điện, tủ điện, dây dẫn, hệ thống điều khiển, cảm biến và các chức năng an toàn điện. Functional test (kiểm tra chức năng) là bước xác nhận thiết bị hoạt động đúng theo thiết kế, bao gồm các chế độ vận hành, logic điều khiển, cảnh báo và các tính năng tự động.
Toàn bộ quá trình FAT phải được thực hiện theo FAT protocol (kế hoạch FAT), một tài liệu quan trọng định nghĩa rõ phạm vi kiểm tra, phương pháp thực hiện, tiêu chí chấp nhận và cách ghi nhận kết quả. Một FAT protocol chuẩn thường bao gồm danh sách các test case (kịch bản kiểm tra), checklist, biểu mẫu ghi nhận, tiêu chuẩn đánh giá và quy trình xử lý sai lệch (deviation). Đây cũng là cơ sở để lập FAT report (báo cáo FAT) sau khi hoàn thành.
FAT không phải là hoạt động của riêng nhà sản xuất mà thường có sự tham gia của nhiều bên. Nhà sản xuất chịu trách nhiệm chuẩn bị thiết bị, tài liệu và thực hiện kiểm tra. Khách hàng (chủ đầu tư) tham gia để xác nhận thiết bị đáp ứng yêu cầu thực tế của dự án. Ngoài ra, các đơn vị tư vấn kỹ thuật như VCR thường đóng vai trò quan trọng trong việc đánh giá chuyên sâu, phát hiện các rủi ro tiềm ẩn và đảm bảo rằng FAT được thực hiện đúng chuẩn GMP, không chỉ mang tính hình thức.
Về ưu điểm, FAT giúp phát hiện lỗi sớm, giảm chi phí sửa chữa và tránh các vấn đề phát sinh tại hiện trường. Đây cũng là cơ hội để khách hàng hiểu rõ hơn về thiết bị, cách vận hành và các giới hạn kỹ thuật trước khi đưa vào sử dụng. Ngoài ra, FAT cung cấp đầy đủ hồ sơ làm cơ sở cho các bước thẩm định tiếp theo như SAT, IQ và OQ.
Tuy nhiên, FAT cũng có những hạn chế nhất định. Do được thực hiện tại nhà máy của nhà sản xuất, điều kiện kiểm tra thường không phản ánh đầy đủ môi trường vận hành thực tế, đặc biệt là các yếu tố như tích hợp hệ thống, điều kiện HVAC hoặc bố trí mặt bằng. Vì vậy, một thiết bị có thể đạt FAT nhưng vẫn phát sinh vấn đề khi đưa vào SAT.
Trong thực tế, FAT gần như là bắt buộc đối với các thiết bị quan trọng, có giá trị cao hoặc có ảnh hưởng trực tiếp đến chất lượng sản phẩm như hệ thống HVAC, Isolator, dây chuyền sản xuất, hoặc các thiết bị kiểm soát môi trường. Đối với các dự án dược phẩm, việc thực hiện FAT không chỉ là yêu cầu kỹ thuật mà còn là yêu cầu tuân thủ, giúp doanh nghiệp giảm rủi ro và đảm bảo tính sẵn sàng cho các bước thẩm định tiếp theo.
Nhận ngay Factory Acceptance Test (FAT): Sổ tay thuật ngữ kỹ thuật Anh – Trung – Việt cho kỹ sư
3. SAT (Site Acceptance Test) là gì?
SAT - Site Acceptance Test (kiểm tra chấp nhận tại hiện trường) là bước nghiệm thu được thực hiện sau khi thiết bị đã được vận chuyển, lắp đặt tại nhà máy của khách hàng và sẵn sàng đưa vào chạy thử. Nếu FAT xác nhận thiết bị “đúng thiết kế” tại nhà sản xuất, thì SAT xác nhận thiết bị “hoạt động đúng trong thực tế” - đây là khác biệt cốt lõi giữa hai giai đoạn.
Mục tiêu chính của SAT là xác nhận thiết bị vận hành ổn định trong điều kiện thực tế của nhà máy, bao gồm môi trường phòng sạch, hệ thống HVAC, nguồn điện, bố trí mặt bằng và sự tương tác với các hệ thống liên quan. Đây là bước kiểm tra quan trọng vì nhiều vấn đề chỉ xuất hiện khi thiết bị được đưa vào đúng bối cảnh vận hành, điều mà FAT không thể mô phỏng đầy đủ.
Nội dung kiểm tra trong SAT thường tập trung vào ba nhóm chính. Installation verification (xác nhận lắp đặt) nhằm kiểm tra thiết bị đã được lắp đặt đúng theo bản vẽ, đúng vị trí, đúng kết nối cơ khí và điện. Các yếu tố như độ cân bằng, độ kín, vật liệu tiếp xúc, và sự phù hợp với không gian phòng sạch đều được đánh giá tại bước này. Integration test (kiểm tra tích hợp hệ thống) là bước quan trọng để xác nhận thiết bị có thể làm việc đồng bộ với các hệ thống khác như HVAC, hệ thống chênh áp, BMS (Building Management System - hệ thống quản lý tòa nhà) hoặc hệ thống điều khiển trung tâm. Đây là điểm mà nhiều lỗi tiềm ẩn được phát hiện, đặc biệt khi các hệ thống được cung cấp bởi nhiều nhà thầu khác nhau. Cuối cùng là Performance test (kiểm tra hiệu suất), nhằm đánh giá khả năng vận hành thực tế của thiết bị như lưu lượng khí, độ ổn định, phản hồi điều khiển, hoặc các thông số kỹ thuật quan trọng theo URS.
Sự khác biệt lớn nhất giữa FAT và SAT nằm ở môi trường kiểm tra. FAT được thực hiện trong điều kiện kiểm soát tại nhà máy sản xuất, nơi thiết bị được kiểm tra độc lập. Trong khi đó, SAT diễn ra tại hiện trường, nơi thiết bị phải hoạt động trong một hệ sinh thái phức tạp, chịu ảnh hưởng của nhiều yếu tố như con người, môi trường và các hệ thống liên kết. Vì vậy, SAT có vai trò phát hiện các lỗi liên quan đến lắp đặt, tích hợp và vận hành thực tế - những yếu tố mà FAT không thể bao quát.
Trong quá trình commissioning (chạy thử), SAT là bước nền tảng để chuyển từ giai đoạn lắp đặt sang vận hành. Kết quả SAT sẽ là cơ sở để tiến hành các bước tiếp theo như IQ (Installation Qualification - thẩm định lắp đặt) và OQ (Operational Qualification - thẩm định vận hành). Nếu SAT không đạt, toàn bộ quá trình commissioning có thể bị trì hoãn hoặc phải thực hiện lại.
Tham gia SAT thường bao gồm nhiều bên: nhà cung cấp thiết bị chịu trách nhiệm hỗ trợ kỹ thuật và xử lý lỗi, chủ đầu tư xác nhận thiết bị đáp ứng yêu cầu thực tế, và các đơn vị tư vấn kỹ thuật như VCR đóng vai trò kiểm soát chất lượng, đánh giá tuân thủ GMP và đảm bảo các bước kiểm tra được thực hiện đúng quy trình. Sự phối hợp giữa các bên là yếu tố quyết định thành công của SAT.
Về ưu điểm, SAT giúp xác nhận thiết bị trong điều kiện vận hành thực tế, giảm rủi ro khi đưa vào sản xuất chính thức và đảm bảo hệ thống hoạt động đồng bộ. Đây cũng là bước quan trọng để hoàn thiện hồ sơ phục vụ audit GMP. Tuy nhiên, hạn chế của SAT là chi phí sửa lỗi cao hơn so với FAT, do thiết bị đã được vận chuyển và lắp đặt. Ngoài ra, việc sửa chữa tại hiện trường thường phức tạp và có thể ảnh hưởng đến tiến độ dự án.
Trong thực tế, SAT gần như là bước bắt buộc đối với tất cả các thiết bị quan trọng trong nhà máy dược phẩm, đặc biệt là các hệ thống có liên quan đến môi trường phòng sạch, sản xuất vô trùng hoặc kiểm soát chất lượng. Không có SAT, doanh nghiệp gần như không thể chứng minh rằng thiết bị đã sẵn sàng cho các bước thẩm định và vận hành theo yêu cầu GMP.
4. So sánh FAT và SAT
FAT và SAT đều là những bước nghiệm thu quan trọng trong vòng đời thiết bị GMP, nhưng chúng không giống nhau về bản chất, mục tiêu hay giá trị kỹ thuật. Nhiều doanh nghiệp thường hiểu FAT là kiểm tra trước khi giao hàng, còn SAT là kiểm tra sau khi lắp đặt. Cách hiểu này đúng nhưng chưa đủ. Trên thực tế, FAT và SAT là hai “lớp kiểm chứng” khác nhau, bổ sung cho nhau để đảm bảo thiết bị không chỉ được chế tạo đúng mà còn vận hành đúng trong môi trường thực tế.
Dưới đây là bảng so sánh tổng quan giữa FAT và SAT theo các tiêu chí cốt lõi:
| Tiêu chí | FAT | SAT |
| Tên đầy đủ | Factory Acceptance Test | Site Acceptance Test |
| Ý nghĩa | Kiểm tra chấp nhận tại nhà máy sản xuất | Kiểm tra chấp nhận tại hiện trường |
| Địa điểm thực hiện | Nhà máy của nhà sản xuất | Nhà máy của khách hàng |
| Thời điểm thực hiện | Trước khi giao hàng | Sau khi lắp đặt tại hiện trường |
| Mục tiêu chính | Xác nhận thiết bị đáp ứng thiết kế và URS trước khi xuất xưởng | Xác nhận thiết bị hoạt động đúng trong điều kiện thực tế |
| Môi trường kiểm tra | Môi trường kiểm soát, độc lập, mô phỏng | Môi trường vận hành thực tế, có tích hợp hệ thống |
| Trọng tâm kiểm tra | Cơ khí, điện, chức năng, logic điều khiển | Lắp đặt, kết nối, tích hợp, hiệu suất thực tế |
| Loại lỗi dễ phát hiện | Lỗi thiết kế, lỗi chế tạo, sai khác với URS | Lỗi lắp đặt, lỗi kết nối, lỗi tương thích hệ thống |
| Chi phí sửa lỗi | Thấp hơn, dễ xử lý hơn | Cao hơn, phức tạp hơn |
| Vai trò trong validation | Bước kiểm tra trước giao hàng | Cầu nối giữa lắp đặt và IQ/OQ |
| Có thể thay thế nhau không | Không | Không |
Về bản chất kỹ thuật, FAT là bước giúp phát hiện lỗi thiết kế và lỗi chế tạo. Đây là giai đoạn thiết bị còn nằm tại nhà máy của nhà sản xuất, nên mọi điều chỉnh về cơ khí, điện, phần mềm điều khiển hay cấu hình vẫn tương đối dễ thực hiện. Nếu có sai lệch so với URS, nhà sản xuất có thể xử lý ngay trước khi đóng gói và vận chuyển. Điều này đặc biệt quan trọng với các thiết bị phức tạp như Isolator, hệ thống HVAC cục bộ, Pass Box liên động, hoặc các hệ thống có điều khiển tự động. Một lỗi logic nhỏ ở FAT nếu không được phát hiện sớm có thể trở thành vấn đề lớn sau này khi thiết bị đã về tới nhà máy.
Ngược lại, SAT tập trung vào các lỗi lắp đặt và tích hợp hệ thống. Một thiết bị có thể vượt qua FAT rất tốt nhưng vẫn thất bại ở SAT vì môi trường kiểm tra đã thay đổi hoàn toàn. Tại hiện trường, thiết bị không còn hoạt động độc lập nữa mà phải kết nối với nguồn điện thực tế, hệ thống HVAC, BMS, đường ống, chênh áp phòng, mặt bằng lắp đặt và đôi khi cả hành vi vận hành của con người. Chính ở giai đoạn này, những vấn đề như sai cao độ, thiếu không gian bảo trì, kết nối điện không ổn định, tín hiệu điều khiển không tương thích, hoặc hiệu suất không đạt do điều kiện phòng sạch thực tế mới bắt đầu lộ ra.
Vì vậy, FAT không thể thay thế SAT. FAT chỉ cho thấy thiết bị “có thể hoạt động đúng” trong điều kiện của nhà sản xuất, nhưng không chứng minh được rằng thiết bị sẽ hoạt động đúng khi đặt vào nhà máy thật. Một hệ thống LAF có thể đạt lưu lượng và vận tốc gió tại FAT, nhưng sau khi lắp vào phòng, luồng gió có thể bị ảnh hưởng bởi vị trí cửa, cấu hình HVAC hoặc dòng người di chuyển. Tương tự, một Isolator có thể hoàn hảo về chức năng tại FAT nhưng khi lắp đặt thực tế lại phát sinh lỗi giao tiếp với BMS hoặc không đạt thời gian khử trùng như dự kiến.
Ngược lại, SAT cũng không thể thay thế FAT. Nếu bỏ qua FAT và chờ đến SAT mới kiểm tra, doanh nghiệp sẽ đẩy toàn bộ rủi ro về phía hiện trường - nơi việc sửa lỗi luôn tốn kém hơn. Một lỗi cơ khí, sai kích thước, sai vật liệu, lỗi phần mềm hoặc lỗi cấu hình nếu chỉ được phát hiện sau khi thiết bị đã vận chuyển đến nhà máy thì chi phí khắc phục có thể tăng rất mạnh, chưa kể ảnh hưởng đến tiến độ lắp đặt, commissioning và validation. Nói cách khác, FAT giúp “lọc lỗi sớm”, còn SAT giúp “xác nhận trong thực tế”. Hai bước này không cạnh tranh mà phân vai rõ ràng.
Một case study điển hình trong nhà máy dược là hệ thống Dispensing Booth hoặc LAF đạt đầy đủ kiểm tra tại FAT: quạt chạy ổn định, bộ lọc HEPA lắp đúng, cảnh báo hoạt động bình thường. Tuy nhiên, khi đưa đến hiện trường và lắp vào khu vực cân nguyên liệu, tại SAT mới phát hiện lưu lượng gió thực tế bị ảnh hưởng bởi hướng cấp khí của HVAC trần phòng. Kết quả là dòng khí hút tại vùng thao tác không đạt như thiết kế, làm giảm khả năng kiểm soát bụi. Lỗi này không thể phát hiện ở FAT vì tại nhà máy của nhà cung cấp không có cùng điều kiện HVAC như hiện trường. Chỉ khi SAT được thực hiện đúng cách, doanh nghiệp mới nhận ra rằng vấn đề không nằm ở bản thân thiết bị mà nằm ở sự tích hợp hệ thống.
Một ví dụ khác là với Isolator trong dây chuyền vô trùng. Tại FAT, glove port, cửa chuyển liệu, hệ điều khiển và chu trình khử trùng có thể đều đạt yêu cầu. Nhưng khi đưa về nhà máy và chạy SAT, hệ thống lại không giao tiếp chính xác với tín hiệu interlock của dây chuyền phía ngoài, hoặc thời gian phục hồi môi trường sau mở cửa không đạt như tính toán. Đây là những lỗi rất thực tế, và nếu không có SAT thì gần như không thể phát hiện trước khi đưa vào IQ/OQ.
Từ góc nhìn kỹ thuật, một đơn vị triển khai có kinh nghiệm như VCR thường không nhìn FAT và SAT như hai thủ tục hồ sơ, mà xem đó là hai lớp kiểm soát rủi ro khác nhau. Ở FAT, điều quan trọng là bám chặt URS, kiểm tra logic thiết kế, mức độ hoàn thiện và khả năng đáp ứng của thiết bị trước khi xuất xưởng. Ở SAT, trọng tâm chuyển sang xác nhận thiết bị trong bối cảnh vận hành thực tế, bao gồm sự tương thích với hệ thống phụ trợ, điều kiện phòng sạch và quy trình của nhà máy. Chính cách tiếp cận theo tư duy hệ thống này mới giúp doanh nghiệp hạn chế được sai sót, tránh sửa chữa muộn và tạo nền tảng tốt cho các bước IQ, OQ, PQ tiếp theo.
Tóm lại, nếu FAT trả lời câu hỏi “thiết bị có được chế tạo đúng không?”, thì SAT trả lời câu hỏi “thiết bị có vận hành đúng tại nhà máy thật không?”. Chỉ khi cả hai câu hỏi đều được trả lời bằng dữ liệu, hồ sơ và nghiệm thu đầy đủ, doanh nghiệp mới có thể yên tâm rằng thiết bị thực sự sẵn sàng cho môi trường GMP.
5. Quy trình thực hiện FAT chuẩn GMP
Trong các dự án dược phẩm và phòng sạch, FAT (Factory Acceptance Test - kiểm tra chấp nhận tại nhà máy) chỉ thực sự có giá trị khi được triển khai theo một quy trình chuẩn, có cấu trúc rõ ràng và bám sát yêu cầu GMP. Một FAT làm đúng không chỉ là “đi kiểm tra thiết bị”, mà là quá trình xác nhận có hệ thống rằng thiết bị đáp ứng đầy đủ URS trước khi rời khỏi nhà máy sản xuất.
Giai đoạn đầu tiên là chuẩn bị FAT. Nền tảng quan trọng nhất là URS (User Requirement Specification - yêu cầu người dùng). Tất cả các nội dung kiểm tra trong FAT đều phải truy xuất ngược về URS, đảm bảo rằng mỗi yêu cầu đều có cách kiểm chứng cụ thể. Nếu URS không rõ ràng, FAT sẽ dễ trở thành hình thức và không phát hiện được các sai lệch quan trọng.
Tiếp theo là xây dựng FAT protocol (kế hoạch FAT). Đây là tài liệu cốt lõi quy định toàn bộ phạm vi kiểm tra, phương pháp thực hiện, tiêu chí chấp nhận và cách ghi nhận kết quả. Một FAT protocol chuẩn GMP cần bao gồm: danh sách test case chi tiết, điều kiện thực hiện, thiết bị đo lường sử dụng, tiêu chí pass/fail, biểu mẫu ghi nhận và quy trình xử lý deviation (sai lệch). Song song đó, checklist kiểm tra cũng được chuẩn bị để đảm bảo không bỏ sót các hạng mục cơ khí, điện và chức năng.

Sau khi chuẩn bị hoàn tất, bước tiếp theo là thực hiện FAT. Một yếu tố quan trọng trong giai đoạn này là witness test (kiểm tra có chứng kiến), tức là các thử nghiệm được thực hiện với sự tham gia trực tiếp của khách hàng hoặc đơn vị tư vấn. Điều này đảm bảo tính minh bạch và xác thực của kết quả. Trong quá trình kiểm tra, mọi hạng mục từ mechanical check (cơ khí), electrical check (điện) đến functional test (chức năng) đều phải được thực hiện theo đúng protocol đã phê duyệt.
Documentation (hồ sơ) là phần không thể tách rời của FAT. Mọi kết quả kiểm tra phải được ghi nhận đầy đủ, có chữ ký xác nhận của các bên liên quan và có thể truy xuất. Trong môi trường GMP, “không có hồ sơ thì coi như chưa làm”, vì vậy việc quản lý tài liệu FAT cần được thực hiện nghiêm ngặt.
Sau khi hoàn thành kiểm tra, FAT report (báo cáo FAT) sẽ được lập. Một báo cáo FAT đầy đủ thường bao gồm: thông tin thiết bị, phạm vi kiểm tra, danh sách test đã thực hiện, kết quả chi tiết, các deviation (sai lệch) nếu có, hình ảnh minh chứng và kết luận tổng thể. Báo cáo này là tài liệu quan trọng để phục vụ các bước tiếp theo như SAT, IQ và OQ.
Trong quá trình FAT, việc phát hiện non-conformity (lỗi không phù hợp) là điều bình thường. Quan trọng là cách xử lý các lỗi này thông qua CAPA (Corrective and Preventive Action - hành động khắc phục và phòng ngừa). Mỗi deviation phải được ghi nhận, phân tích nguyên nhân, đưa ra giải pháp khắc phục và xác nhận lại trước khi đóng FAT. Việc bỏ qua hoặc ghi nhận không đầy đủ các sai lệch là một trong những nguyên nhân khiến FAT mất giá trị.
Khi tất cả các hạng mục đã đạt yêu cầu hoặc được xử lý đầy đủ, bước cuối cùng là phê duyệt và sign-off. Đây là quá trình các bên liên quan ký xác nhận rằng FAT đã được thực hiện đúng quy trình và thiết bị đủ điều kiện để giao hàng. Việc sign-off không chỉ mang tính thủ tục mà còn là cam kết về chất lượng giữa nhà cung cấp và khách hàng.
Trong thực tế, việc đi FAT tại các quốc gia như Trung Quốc hoặc châu Âu cũng có những lưu ý riêng. Tại Trung Quốc, lợi thế là chi phí thấp và tiến độ nhanh, nhưng cần đặc biệt chú ý đến việc chuẩn bị tài liệu, kiểm soát chất lượng và giao tiếp kỹ thuật để tránh hiểu sai yêu cầu. Tại châu Âu, quy trình thường chuẩn hóa và tài liệu đầy đủ hơn, nhưng chi phí cao và thời gian chuẩn bị dài hơn. Trong cả hai trường hợp, việc có một đơn vị tư vấn kỹ thuật đi cùng như VCR giúp đảm bảo FAT được thực hiện đúng chuẩn GMP, phát hiện các rủi ro tiềm ẩn và bảo vệ lợi ích kỹ thuật của doanh nghiệp.
Tóm lại, một quy trình FAT chuẩn không chỉ giúp phát hiện lỗi sớm mà còn tạo nền tảng vững chắc cho toàn bộ quá trình validation sau này. Nếu FAT được thực hiện nghiêm túc, doanh nghiệp sẽ giảm đáng kể rủi ro tại SAT và các bước tiếp theo, đồng thời đảm bảo thiết bị sẵn sàng cho vận hành trong môi trường GMP.
6. Quy trình thực hiện SAT tại nhà máy
SAT (Site Acceptance Test - kiểm tra chấp nhận tại hiện trường) là bước nghiệm thu mang tính quyết định để xác nhận thiết bị hoạt động đúng trong điều kiện thực tế của nhà máy. Khác với FAT, SAT diễn ra trong môi trường đã lắp đặt hoàn chỉnh, nơi thiết bị phải tương thích với hệ thống HVAC, điện, BMS (Building Management System - hệ thống quản lý tòa nhà) và các điều kiện vận hành thực tế. Vì vậy, quy trình SAT cần được triển khai chặt chẽ theo chuẩn GMP để đảm bảo tính tin cậy và khả năng truy xuất hồ sơ.
Giai đoạn đầu tiên là chuẩn bị SAT. Tài liệu quan trọng bao gồm SAT protocol (kế hoạch SAT), bản vẽ lắp đặt, sơ đồ điện, danh sách thiết bị, cũng như các kết quả từ FAT trước đó. SAT protocol cần xác định rõ phạm vi kiểm tra, tiêu chí chấp nhận, phương pháp đo và cách xử lý deviation (sai lệch). Đồng thời, cần đảm bảo các điều kiện tiên quyết đã sẵn sàng như cấp điện ổn định, hệ thống HVAC vận hành, khu vực lắp đặt đạt yêu cầu cơ bản của phòng sạch.
Bước tiếp theo là kiểm tra lắp đặt (installation check). Tại đây, thiết bị được đối chiếu với bản vẽ và tài liệu kỹ thuật để xác nhận đã lắp đúng vị trí, đúng cấu hình và đúng vật liệu. Các yếu tố như độ cân bằng, độ kín, kết nối cơ khí, đường ống và vị trí bảo trì đều cần được kiểm tra. Đây là bước nền tảng, vì nếu lắp đặt sai thì mọi kiểm tra sau đó đều không còn ý nghĩa.
Sau đó là kiểm tra kết nối hệ thống, bao gồm kết nối với HVAC, điện và BMS. Đây là điểm khác biệt lớn nhất so với FAT. Thiết bị phải hoạt động đồng bộ với hệ thống cấp khí, chênh áp phòng, nguồn điện thực tế và tín hiệu điều khiển trung tâm. Ví dụ, một hệ thống LAF cần được xác nhận lưu lượng khí không bị ảnh hưởng bởi HVAC xung quanh, hoặc một Isolator phải giao tiếp chính xác với hệ thống interlock và cảnh báo. Bất kỳ sai lệch nào trong tích hợp đều có thể ảnh hưởng trực tiếp đến hiệu suất và tuân thủ GMP.
Sau khi hoàn tất kết nối, bước chạy thử thiết bị được thực hiện. Đây là quá trình vận hành thiết bị trong các điều kiện mô phỏng thực tế, kiểm tra các chế độ hoạt động, phản hồi điều khiển, cảnh báo và khả năng ổn định. Việc chạy thử giúp phát hiện các lỗi tiềm ẩn mà không thể nhận ra trong trạng thái tĩnh.
Tiếp theo là đánh giá hiệu suất thực tế (performance test). Tùy theo loại thiết bị, các thông số như lưu lượng khí, vận tốc dòng khí, độ ổn định nhiệt độ, độ kín, thời gian phản hồi hoặc hiệu quả lọc sẽ được đo lường và so sánh với tiêu chí trong URS. Đây là bước xác nhận thiết bị không chỉ “chạy được” mà còn “chạy đúng” theo yêu cầu thiết kế.
Sau khi hoàn thành các kiểm tra, SAT report (báo cáo SAT) sẽ được lập. Báo cáo này bao gồm toàn bộ nội dung kiểm tra, kết quả đo lường, các deviation (sai lệch), hành động khắc phục và kết luận. Đây là tài liệu quan trọng phục vụ cho các bước IQ (Installation Qualification - thẩm định lắp đặt) và OQ (Operational Qualification - thẩm định vận hành), đồng thời là bằng chứng trong audit GMP.
SAT có mối liên hệ trực tiếp với IQ và OQ. Nếu SAT không đạt, việc thực hiện IQ/OQ sẽ bị trì hoãn hoặc không có giá trị. Do đó, SAT được xem là bước “cầu nối” giữa lắp đặt và thẩm định, đảm bảo thiết bị sẵn sàng cho các bước validation tiếp theo.
Trong thực tế, có nhiều vấn đề thường gặp tại SAT. Phổ biến nhất là sai lệch giữa thiết kế và thực tế lắp đặt, đặc biệt khi không gian nhà máy khác với giả định ban đầu. Ngoài ra, lỗi tích hợp hệ thống như tín hiệu điều khiển không đồng bộ, chênh áp không đạt hoặc ảnh hưởng từ HVAC cũng thường xảy ra. Một vấn đề khác là thiếu chuẩn bị về tài liệu và checklist, khiến quá trình SAT không đầy đủ và khó truy xuất.
Để hạn chế các rủi ro này, các đơn vị có kinh nghiệm như VCR thường tham gia trực tiếp vào quá trình SAT, từ việc xây dựng protocol đến giám sát thực hiện. Cách tiếp cận này giúp đảm bảo SAT không chỉ là bước kiểm tra cuối cùng mà còn là quá trình xác nhận toàn diện, tạo nền tảng vững chắc cho vận hành và tuân thủ GMP lâu dài.
7. Vai trò của FAT & SAT trong tuân thủ GMP
Trong hệ thống GMP, FAT (Factory Acceptance Test - kiểm tra chấp nhận tại nhà máy) và SAT (Site Acceptance Test - kiểm tra chấp nhận tại hiện trường) không chỉ là các bước kỹ thuật mà còn là bằng chứng quan trọng chứng minh thiết bị đã được kiểm soát theo đúng nguyên tắc thẩm định. Đối với auditor, FAT và SAT là “dấu vết” đầu tiên để đánh giá mức độ kiểm soát rủi ro của doanh nghiệp ngay từ giai đoạn trước vận hành.

Một trong những giá trị lớn nhất của FAT/SAT là giúp giảm rủi ro audit. Khi thiết bị đã được kiểm tra bài bản từ nhà máy sản xuất đến hiện trường, khả năng phát sinh lỗi trong các bước IQ/OQ/PQ sẽ giảm đáng kể. Điều này giúp doanh nghiệp tránh được các deviation (sai lệch) lớn trong quá trình thẩm định, vốn là điểm mà auditor thường tập trung đánh giá. Ngược lại, nếu không có FAT/SAT hoặc thực hiện sơ sài, các lỗi thiết kế hoặc lắp đặt có thể chỉ được phát hiện muộn, dẫn đến hồ sơ validation không nhất quán và khó bảo vệ trong audit.
FAT và SAT cũng đóng vai trò quan trọng trong traceability (truy xuất nguồn gốc). Mỗi yêu cầu trong URS đều cần có bằng chứng kiểm chứng xuyên suốt từ thiết kế, chế tạo đến vận hành. FAT cung cấp bằng chứng rằng thiết bị đã được sản xuất đúng theo yêu cầu, còn SAT xác nhận rằng thiết bị vẫn đáp ứng yêu cầu đó trong điều kiện thực tế. Khi auditor truy xuất một thông số kỹ thuật, doanh nghiệp có thể lần ngược lại từ kết quả PQ → OQ → IQ → SAT → FAT → URS một cách rõ ràng. Đây chính là chuỗi truy xuất mà GMP yêu cầu.
Về documentation compliance (tuân thủ hồ sơ), FAT/SAT là nguồn dữ liệu đầu vào quan trọng cho toàn bộ hệ thống validation. Báo cáo FAT và SAT, cùng với protocol, checklist, biên bản deviation và CAPA (Corrective and Preventive Action - hành động khắc phục và phòng ngừa), tạo thành một phần không thể thiếu của hồ sơ GMP. Nếu thiếu hoặc không đầy đủ, doanh nghiệp sẽ gặp khó khăn khi chứng minh rằng thiết bị đã được kiểm soát theo quy trình chuẩn.
Trong validation lifecycle (vòng đời thẩm định), FAT và SAT nằm ở giai đoạn chuyển tiếp giữa thiết kế và vận hành. Đây là bước đảm bảo rằng những gì được thiết kế trên giấy (DQ) đã được hiện thực hóa đúng (FAT) và tiếp tục được xác nhận trong môi trường thực tế (SAT), trước khi tiến hành IQ/OQ/PQ. Nếu một trong hai bước này không đạt, toàn bộ chuỗi validation phía sau sẽ bị ảnh hưởng.
Đặc biệt, trong bối cảnh EU GMP Annex 1 ngày càng siết chặt yêu cầu về kiểm soát rủi ro và bằng chứng thẩm định, FAT và SAT càng trở nên quan trọng. Tiêu chuẩn này nhấn mạnh việc hiểu rõ thiết bị, kiểm soát quy trình và giảm thiểu sai lệch ngay từ đầu, điều mà FAT/SAT trực tiếp hỗ trợ.
Chính vì vậy, auditor luôn hỏi về FAT/SAT không chỉ để kiểm tra xem doanh nghiệp “có làm hay không”, mà để đánh giá cách doanh nghiệp kiểm soát rủi ro kỹ thuật. Một FAT/SAT được thực hiện bài bản, có sự tham gia của các đơn vị chuyên môn như VCR, không chỉ giúp đảm bảo tuân thủ mà còn thể hiện năng lực quản lý hệ thống của doanh nghiệp trong môi trường GMP.
Xem thêm: 20 câu hỏi thường gặp khi thiết kế phòng sạch GMP
8. Sai lầm phổ biến khi thực hiện FAT và SAT
Trong nhiều dự án dược phẩm, FAT (Factory Acceptance Test - kiểm tra chấp nhận tại nhà máy) và SAT (Site Acceptance Test - kiểm tra chấp nhận tại hiện trường) vẫn bị xem như thủ tục hình thức, dẫn đến hiệu quả kiểm soát rủi ro thấp và phát sinh vấn đề trong giai đoạn vận hành hoặc audit GMP. Những sai lầm dưới đây là các nguyên nhân phổ biến khiến FAT/SAT mất giá trị thực tế.
Sai lầm đầu tiên là không có FAT protocol rõ ràng. Khi không có kế hoạch kiểm tra chi tiết, quá trình FAT thường diễn ra theo kiểu “kiểm tra chung chung”, thiếu tiêu chí đánh giá cụ thể và không bám sát URS (User Requirement Specification - yêu cầu người dùng). Điều này khiến nhiều lỗi thiết kế hoặc sai lệch chức năng không được phát hiện.
Tiếp theo là FAT làm hình thức. Một số dự án vẫn thực hiện FAT chỉ để “có hồ sơ”, không thực sự kiểm tra đầy đủ các chức năng quan trọng. Các test case bị rút gọn, không thực hiện đầy đủ hoặc chỉ kiểm tra ở mức cơ bản. Kết quả là thiết bị được chấp nhận trên giấy tờ nhưng vẫn tiềm ẩn lỗi khi đưa vào vận hành.
Một sai lầm nghiêm trọng khác là không có chuyên gia kỹ thuật tham gia. FAT và SAT đòi hỏi hiểu biết sâu về thiết bị, GMP và quy trình vận hành. Nếu chỉ có đội mua hàng hoặc nhân sự không chuyên tham gia, nhiều rủi ro kỹ thuật sẽ bị bỏ qua. Sự tham gia của đơn vị tư vấn chuyên môn như VCR giúp tăng khả năng phát hiện lỗi và đảm bảo kiểm tra đúng trọng tâm.
Đối với SAT, lỗi phổ biến nhất là không kiểm tra tích hợp hệ thống. Nhiều doanh nghiệp chỉ kiểm tra thiết bị hoạt động độc lập mà không đánh giá khả năng kết nối với HVAC, điện hoặc BMS (Building Management System - hệ thống quản lý tòa nhà). Trong khi đó, phần lớn lỗi thực tế lại nằm ở sự tương tác giữa các hệ thống.
Thiếu hồ sơ cũng là một vấn đề lớn. Trong môi trường GMP, mọi hoạt động phải được ghi nhận và có thể truy xuất. Nếu FAT/SAT không có đầy đủ protocol, checklist, báo cáo và chữ ký xác nhận, doanh nghiệp sẽ gặp khó khăn trong audit, ngay cả khi thiết bị thực tế hoạt động tốt.
Cuối cùng là không xử lý deviation (sai lệch) đúng cách. Việc phát hiện lỗi trong FAT/SAT là bình thường, nhưng nếu không có quy trình CAPA (Corrective and Preventive Action - hành động khắc phục và phòng ngừa) rõ ràng, các vấn đề có thể bị bỏ qua hoặc xử lý không triệt để. Điều này dẫn đến rủi ro lặp lại lỗi trong vận hành hoặc validation.
Những sai lầm này cho thấy FAT và SAT chỉ thực sự có giá trị khi được thực hiện nghiêm túc, có hệ thống và có sự tham gia của các bên có chuyên môn.
9. FAQ - Câu hỏi thường gặp
- FAT có bắt buộc không?
Không phải lúc nào cũng bắt buộc theo nghĩa pháp lý cứng, nhưng trong thực tế dự án dược phẩm, FAT (Factory Acceptance Test - kiểm tra chấp nhận tại nhà máy) gần như là yêu cầu tiêu chuẩn đối với các thiết bị quan trọng. FAT giúp xác nhận thiết bị đáp ứng URS trước khi giao hàng và là bằng chứng quan trọng trong hồ sơ GMP. Nếu bỏ qua FAT, doanh nghiệp sẽ mất đi cơ hội phát hiện lỗi sớm và tăng rủi ro trong các bước tiếp theo như SAT, IQ và OQ.
- SAT có thể thay thế FAT không?
Không. SAT (Site Acceptance Test - kiểm tra chấp nhận tại hiện trường) và FAT có mục tiêu khác nhau và không thể thay thế nhau. FAT kiểm tra thiết bị tại nhà máy sản xuất trong điều kiện kiểm soát, còn SAT xác nhận thiết bị trong môi trường vận hành thực tế. Nếu chỉ thực hiện SAT mà không có FAT, doanh nghiệp sẽ phải đối mặt với việc phát hiện lỗi quá muộn, khi chi phí sửa chữa đã tăng cao.

- Không làm FAT có rủi ro gì?
Rủi ro lớn nhất là lỗi chỉ được phát hiện sau khi thiết bị đã vận chuyển và lắp đặt. Những lỗi về cơ khí, điện hoặc logic điều khiển khi đó sẽ rất khó xử lý, có thể phải tháo dỡ, sửa chữa hoặc gửi lại nhà sản xuất. Điều này không chỉ làm tăng chi phí mà còn ảnh hưởng trực tiếp đến tiến độ dự án và kế hoạch sản xuất. Ngoài ra, thiếu hồ sơ FAT cũng là điểm yếu trong audit GMP.
- Ai nên tham gia FAT?
FAT nên có sự tham gia của ba nhóm chính: nhà sản xuất, chủ đầu tư và chuyên gia kỹ thuật. Nhà sản xuất chịu trách nhiệm thực hiện kiểm tra, chủ đầu tư xác nhận thiết bị đáp ứng yêu cầu, còn chuyên gia kỹ thuật (ví dụ như VCR) giúp đánh giá chuyên sâu và phát hiện các rủi ro tiềm ẩn. Sự kết hợp này đảm bảo FAT không chỉ đúng về hình thức mà còn đúng về bản chất kỹ thuật.
- FAT mất bao lâu?
Thời gian FAT phụ thuộc vào loại thiết bị và mức độ phức tạp. Với các thiết bị đơn giản, FAT có thể hoàn thành trong vài giờ đến một ngày. Với các hệ thống lớn như Isolator, dây chuyền sản xuất hoặc hệ thống HVAC, FAT có thể kéo dài vài ngày hoặc hơn. Quan trọng là không nên rút ngắn thời gian bằng cách bỏ qua các hạng mục kiểm tra quan trọng.
- SAT có liên quan IQ không?
Có. SAT là bước tiền đề trước IQ (Installation Qualification - thẩm định lắp đặt). SAT xác nhận thiết bị đã được lắp đặt và vận hành đúng trong thực tế, từ đó tạo cơ sở để thực hiện IQ một cách chính thức và có hệ thống. Nếu SAT không đạt, việc thực hiện IQ sẽ không có giá trị hoặc phải thực hiện lại.
- Có cần lập báo cáo FAT/SAT không?
Bắt buộc. Trong môi trường GMP, mọi hoạt động kiểm tra phải có hồ sơ chứng minh. Báo cáo FAT và SAT là tài liệu quan trọng, bao gồm kết quả kiểm tra, deviation (sai lệch), CAPA (hành động khắc phục và phòng ngừa) và xác nhận của các bên liên quan. Nếu không có báo cáo đầy đủ, doanh nghiệp sẽ gặp khó khăn trong audit và validation.
- Thiết bị nhỏ có cần FAT không?
Tùy vào mức độ quan trọng của thiết bị. Với các thiết bị đơn giản, giá trị thấp và ít ảnh hưởng đến chất lượng sản phẩm, FAT có thể được giản lược hoặc thay bằng kiểm tra nội bộ.
Tuy nhiên, với bất kỳ thiết bị nào có ảnh hưởng đến GMP, đặc biệt là thiết bị liên quan đến môi trường phòng sạch, kiểm soát vi sinh hoặc sản xuất chính, việc thực hiện FAT vẫn được khuyến nghị để giảm rủi ro.
10. Kết luận
FAT (Factory Acceptance Test - kiểm tra chấp nhận tại nhà máy) và SAT (Site Acceptance Test - kiểm tra chấp nhận tại hiện trường) là hai bước khác nhau nhưng có mối quan hệ bổ trợ chặt chẽ trong toàn bộ vòng đời thiết bị GMP. FAT giúp xác nhận thiết bị được chế tạo đúng theo thiết kế và URS trước khi xuất xưởng, trong khi SAT kiểm tra khả năng vận hành thực tế sau khi lắp đặt tại nhà máy. Một bên kiểm soát từ nguồn, một bên xác nhận trong môi trường vận hành - cả hai đều không thể thiếu.
Việc bỏ qua hoặc thực hiện sơ sài một trong hai bước sẽ làm gia tăng đáng kể rủi ro GMP. Lỗi thiết kế có thể không được phát hiện sớm nếu thiếu FAT, trong khi lỗi lắp đặt và tích hợp sẽ bị bỏ sót nếu không có SAT. Hệ quả là chậm tiến độ, tăng chi phí sửa chữa và khó đáp ứng yêu cầu audit.
Do đó, doanh nghiệp cần tiếp cận FAT và SAT theo tư duy hệ thống, coi đây là các lớp kiểm soát rủi ro liên tục, gắn kết với URS, DQ, IQ, OQ và PQ. Khi được triển khai bài bản, với sự tham gia của các đơn vị chuyên môn như VCR, FAT và SAT không chỉ đảm bảo tuân thủ mà còn tạo nền tảng vững chắc cho vận hành ổn định và bền vững.
Trong các dự án phòng sạch và thiết bị dược phẩm, FAT và SAT không chỉ là bước kiểm tra kỹ thuật mà là “hàng rào bảo vệ” cuối cùng trước khi thiết bị đi vào vận hành GMP.
Thiết bị phòng sạch VCR đồng hành cùng doanh nghiệp trong:
- Tư vấn FAT/SAT theo tiêu chuẩn EU GMP
- Tham gia witness test tại nhà máy sản xuất (Trung Quốc, châu Âu)
- Kiểm soát rủi ro kỹ thuật trước khi giao hàng
- Hỗ trợ SAT và chạy thử tại Việt Nam
Liên hệ VCR để:
- Xây dựng FAT/SAT protocol chuẩn
- Đảm bảo thiết bị đúng yêu cầu ngay từ đầu
- Giảm rủi ro audit và chi phí sửa lỗi
VCR - giao nhanh, đúng hẹn, hỗ trợ tận tâm